塑膠雙色模具在注塑中常出現(xiàn)的問題
文章出處:行業(yè)新聞 網(wǎng)責(zé)任編輯: 模具工廠 閱讀量:275 發(fā)表時間:2019-05-21
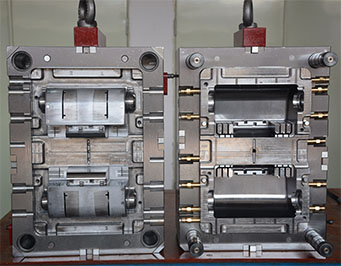
模具被稱為工業(yè)之母,在日常大批量的生產(chǎn)中有著舉足輕重的地位。它影響著塑膠制品的質(zhì)量,也影響著它的外觀。其中雙色模具,因為它可以同時使用兩種顏色,外觀更好看,更受客戶的青睞。但是因為它的工藝結(jié)構(gòu)比一般的模具復(fù)雜,所以雙色模具在注塑生產(chǎn)中會存在哪些問題呢?
一:變形—雙色模具開模中出現(xiàn)成品變型的原因一般為:1、前后模模溫相差較大。2、后模抓力不足,前模抓力較大。3、前模的粘附性強。4、樹脂開閉器異常;5、開關(guān)模順序異常。
二:溢膠—雙色模具開模中出現(xiàn)溢膠的原因一般為:1、模仁預(yù)壓處預(yù)壓量不足;2、成型條件不良,一射成品未打滿;3、一射模仁尺寸不到位導(dǎo)致成品一射肉厚不足;4、二射若為PU,TPE等軟料可能是料溫﹐模溫太高之因。
三:匯膠線明顯—雙色模具開模中匯膠線明顯的原因一般為:1、模具未做排氣處理或排氣不足;2、澆口位置不良3、成型條件不良4、模溫較低﹐射壓﹑射速較低等。
四:開裂—1、溫度,如果溫度太高,就會使得溶膠過軟,失去了韌性,從而更加容易出現(xiàn)脆裂的現(xiàn)象。2、填充的速度——一般我們都是要以最快的速度達(dá)到塑料模具的填充要求,如果我們填充的速度過慢的話,就會比較容易出現(xiàn)破裂的情況;3、壓力——在雙色模具注塑加工過程中,加工壓力過大、速度過快、充料愈多、注射、保壓時間過長,都會造成內(nèi)應(yīng)力過大而開裂;
雙色模具在實際生產(chǎn)中,遇到的問題可能遠(yuǎn)不止這些。這就要大家具體問題具體分析,及時解決問題。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 避坑指南:雙色模具設(shè)計良率低?這3大原則與6個細(xì)節(jié)是關(guān)鍵!
- 注塑加工費如何計算明細(xì)?
- 注塑模具與壓鑄模具的區(qū)別
- peek材料普通注塑機可以加工嗎?
- 塑膠模具一般用那種鋼材 ?選鋼材供應(yīng)商時應(yīng)該注意什么?