針對模具加工行業(yè)而言,影響其發(fā)展趨勢和生產(chǎn)制造的要素有非常多。下邊主要剖析下影響其構造要素:
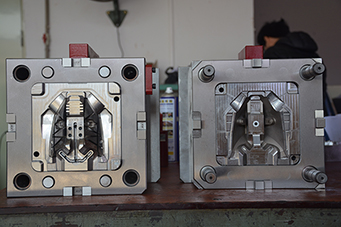
1.型腔布局。
依據(jù)塑料件的幾何圖形結構特點、規(guī)格精度規(guī)定、預期生產(chǎn)數(shù)量、模具加工難度系數(shù)、模貝成本費等明確型腔總數(shù)以及排列方法。
針對注塑模具加工而言,塑料制件精度為3級和3a級,凈重為5克,選用硬底化澆筑系統(tǒng),型腔數(shù)取4-6個;塑料制件為一般精度(4-5級),成型原材料為部分結晶材料,型腔數(shù)可用16-20個;塑料制件凈重為12-16克,型腔數(shù)取8-12個;而凈重為50-100克的塑料制件,型腔數(shù)取4-8個。
針對無定形的塑料制件建議型腔數(shù)為24-48個,16-32個和6-10個。當再再次提升塑料制件凈重時,就選用兩腔模貝。7-9級精度的塑料制件,最多型腔數(shù)相較4-5級精度的塑料增加至50%.
2.確定模具分型面。
分型面的部位要有益于模具加工,排氣管、出模及成型實際操作,塑料制件的工藝性能等。
3.明確澆筑系統(tǒng)(主澆道、分澆道及進膠口的樣子、部位、尺寸)和排氣系統(tǒng)(排氣管的方式、排氣管槽部位、尺寸)。
4.挑選注塑成型方法(頂桿、推板),決策側凹解決方式、抽芯方法。
5.決策冷卻、加熱方法、部位、加溫元器件的安裝位置。
6.依據(jù)模具材料、抗壓強度測算或是經(jīng)驗數(shù)據(jù)信息,明確模具零件薄厚及尺寸,外觀設計構造及全部聯(lián)接、精準定位、導向性部位。
7.明確模具加工關鍵成型零件,零部件的結構形式。
8.考慮到模貝各部分的抗壓強度,測算模具加工成型零件規(guī)格。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 避坑指南:雙色模具設計良率低?這3大原則與6個細節(jié)是關鍵!
- 注塑加工費如何計算明細?
- 注塑模具與壓鑄模具的區(qū)別
- peek材料普通注塑機可以加工嗎?
- 塑膠模具一般用那種鋼材 ?選鋼材供應商時應該注意什么?