注塑加工成型時由于收縮率會因注塑壓力的改變而產生變化,因此,對于單型腔注塑模具,型腔內的模腔壓力應盡量一致;至于多型腔注塑模具,型腔之間的模腔壓力應相差很小。在單型腔多澆口或多型腔多澆口的情況下,必須以相同的注塑壓力注射,使型腔壓力一致。為此,必須確保使澆口位置均衡。為了使型腔內的模腔壓力一致,使澆口入口處的壓力保持一致。澆口處壓力的均衡與流道中的流動阻力有關。所以,在澆口壓力達到均衡之前,應先使流通均衡。
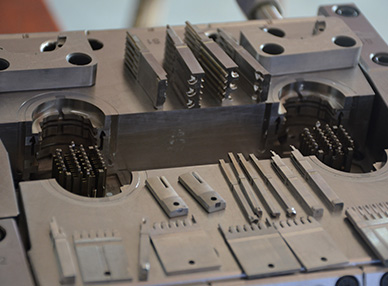
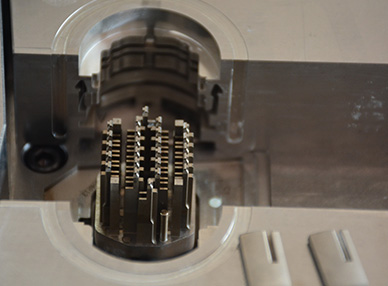
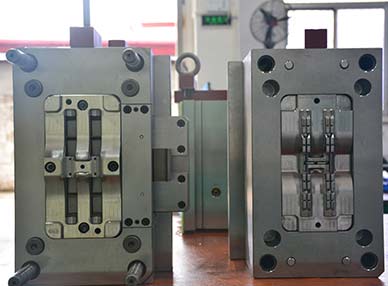
由于熔體溫度和注塑模具溫度對實際收縮率產生影響,因此在設計精密注塑模具型腔時,為了便于確定注塑加工成型條件,必須注意型腔的排列。因為熔融塑料把熱量帶入模具,而模具的溫度梯度分布一般是圍繞在型腔的周圍,呈以主流道為中心的同心圓形狀。
因此,流道均衡、型腔排列和以主流道為中心的同心圓狀排列等設計措施,對減小各型腔之間的收縮率誤差、擴大注塑加工成型條件的允許范圍以及降低成本都是很有必要的。精密注塑模具的型腔排列方式應滿足流道均衡和以主流道為中心排列兩方面的要求,且必須采用以主流道為對稱線的型腔排列方式,否則會造成各型腔的收縮率差異的產生。
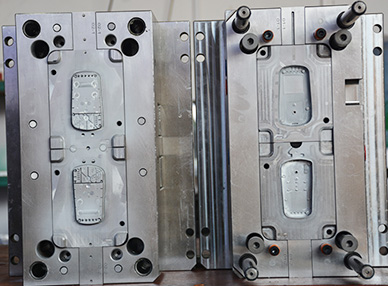
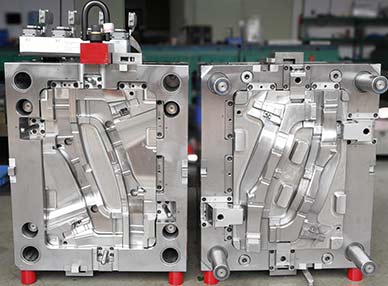
由于模具溫度對注塑加工成型收縮率的影響非常大,同時也直接影響注塑制品的力學性能,還會引起制品表面發花等各種成型缺陷,因此必須使注塑摸具保持在規定的溫度范圍內,而且還要使模具溫度不隨時間變化而變化。多型腔注塑模具的各型腔之間的溫差也不得發生變化。為此,在模具設計中必須采取對模具加熱或冷卻的溫度控制措施,且為了使模具各型腔間的溫差盡量縮小,必須注意溫控-冷卻回路的設計。在型腔、型芯溫控回路中,主要有串聯冷卻與并聯冷卻兩種連接方式。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 避坑指南:雙色模具設計良率低?這3大原則與6個細節是關鍵!
- 注塑加工費如何計算明細?
- 注塑模具與壓鑄模具的區別
- peek材料普通注塑機可以加工嗎?
- 塑膠模具一般用那種鋼材 ?選鋼材供應商時應該注意什么?