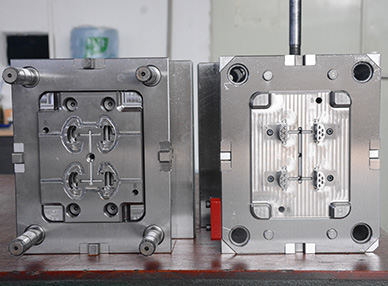
采用多腔塑料模具進行注塑成型生產時,如果流經澆注系統的熔融塑料能夠同時到達和填充滿各個模腔,那么這個澆注系統就是平衡,相反就是不平衡的澆筑系統。
1.澆筑系統不平衡的缺點:各模腔充模條件不一致
Z先充滿的塑料模具型腔內的熔體就會停止流動,澆口處的熔體便開始冷凝,并在較低壓力下凍結,無法對型腔內的制品進行壓實和保壓;Z后充滿的型腔則會在較高的壓力下凝固,制品密度較高。從而造成塑料模具各模腔制品的質量不一致。所以必須對澆注系統進行平衡設計。
2.澆筑系統平衡的條件:
1)塑料模具澆注系統平衡的充分條件是通往各個模腔的料流通道的截面形狀、截面尺寸及其長度有關聯。
2)對通往塑料模具各模腔的料流通道截面積和長度進行調整,使熔體通往各個模腔的體積流量相等,也可以保持系統平衡。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 避坑指南:雙色模具設計良率低?這3大原則與6個細節是關鍵!
- 注塑加工費如何計算明細?
- 注塑模具與壓鑄模具的區別
- peek材料普通注塑機可以加工嗎?
- 塑膠模具一般用那種鋼材 ?選鋼材供應商時應該注意什么?