塑膠模具雙色模應(yīng)該注意哪些事項?
文章出處:行業(yè)新聞 網(wǎng)責(zé)任編輯: 銘洋宇通塑膠模具廠 閱讀量:110 發(fā)表時間:2024-11-05
塑膠模具雙色模設(shè)計與制造過程中,需要注意的關(guān)鍵事項涵蓋了材料選擇、模具設(shè)計、注塑工藝等多個方面,以下是對這些注意事項的詳細闡述:
一、模具鋼材選擇
模具鋼材的選擇至關(guān)重要,它直接影響到模具的耐用性和注塑件的品質(zhì)。常用的模具結(jié)構(gòu)鋼材主要包括H13、420H、1.2344、NAK80等,這些鋼材具有良好的耐磨性、耐熱性和抗腐蝕性,能夠滿足雙色模具的高要求。
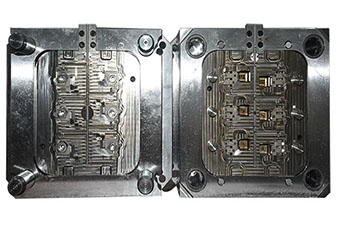
二、模具設(shè)計細節(jié)
1.封膠位預(yù)壓:在軟膠的封膠位預(yù)留適當?shù)念A(yù)壓,一般范圍在0.070.13mm,對于大面積封膠的情況,可以預(yù)留0.20.25mm,以確保軟膠能夠緊密地貼合在硬膠上,避免溢料和變形。
2.硬膠支撐:硬膠部分需要有足夠的鋼料作為支撐,特別是在有軟膠的背面,避空間隙不應(yīng)大于0.5mm,以防止軟膠在注塑過程中受到擠壓而變形。
3.材料溫度差異:底件與包膠料的軟化溫度至少要相差20℃,以避免在注塑過程中底膠件被融化,影響產(chǎn)品品質(zhì)。
4.收縮率一致性:軟膠的收縮率需要與硬膠一致,以確保注塑件的尺寸精度和外觀質(zhì)量。如果兩次注射使用相同的材料,但顏色不同,且產(chǎn)品形狀和尺寸要求較高,則最好設(shè)置兩次的收縮率。
5.澆口設(shè)計:澆口位置的選擇要慎重,一般建議選擇潛伏式進膠,以確保塑膠件和流道能夠自動切斷。如果條件不允許,可以考慮三板模或熱流道模具。同時,要注意澆口與模具的配合精度,避免產(chǎn)生膠粉或溢料。

三、注塑工藝參數(shù)
1.注射成型順序:通常先注射產(chǎn)品的硬橡膠部分,然后注射產(chǎn)品的軟橡膠部分。因為軟膠易變形,且硬膠部分可以為軟膠提供支撐。
2.注塑壓力與速度:注塑壓力和速度需要根據(jù)材料的特性和模具的設(shè)計進行調(diào)整,以確保注塑件的品質(zhì)和生產(chǎn)效率。
3.冷卻時間:冷卻時間要足夠長,以確保注塑件充分冷卻定型,避免在脫模過程中發(fā)生變形或損壞。
四、其他注意事項
1.模具分型面精度:模具的分型面制造精度要高,以防止廢邊產(chǎn)生。同時,要注意分型面的配合精度和密封性。
2.動、定模定位:所有貫穿、碰撞面的梯度下降盡可能大(0.1mm以上)。以確保動、定模的準確定位和配合精度。
3.冷卻水道布置:兩個型腔和型芯的冷卻水道布置應(yīng)盡量充分、均衡且相同,以確保注塑件的冷卻效果和品質(zhì)一致性。
材料黏性:為了在兩色注射成型時將兩種塑料“粘”得更緊,需要考慮材料之間的“粘性”和模具表面的粗糙度。模具表面越光滑,注射兩次的塑料就會“粘”得越緊。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 避坑指南:雙色模具設(shè)計良率低?這3大原則與6個細節(jié)是關(guān)鍵!
- 注塑加工費如何計算明細?
- 注塑模具與壓鑄模具的區(qū)別
- peek材料普通注塑機可以加工嗎?
- 塑膠模具一般用那種鋼材 ?選鋼材供應(yīng)商時應(yīng)該注意什么?