

-
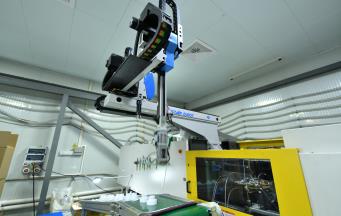
淺談注塑加工中模具開排氣槽位置及方法?
在注塑加工中,排氣槽如果開得不好,注塑時氣體無法順利排出,成品可能出現氣泡、燒焦或短射,直接影響質量和生產效率。
注塑加工 106

-
尼龍料在注塑加工中的不足?
尼龍料以其高強度、耐磨和韌性在注塑加工中備受青睞,常用于汽車零件、機械齒輪等高要求場景。然而,任何材料都有短板,尼龍料在注塑加工中也存在一些不足,若不妥善處理,可能會導致產品瑕疵或效率下滑。今天就來聊聊尼龍料在注塑加工中的那些“軟肋”.
注塑加工 97
-
注塑加工廠家如何處理產品的包裝和運輸安排?
在注塑加工行業,產品的包裝和運輸是確保質量交付的關鍵環節。如果包裝不當或運輸失誤,不僅會造成產品損壞,還可能影響客戶滿意度和企業信譽。注塑加工廠家在處理這些事宜時,通常會從產品特性出發,制定精細方案,以降低風險并提升效率。今天就來分享一些注塑加工廠家常見的處理經驗,希望能為同行或需求方提供參考:
注塑加工廠家 24
-
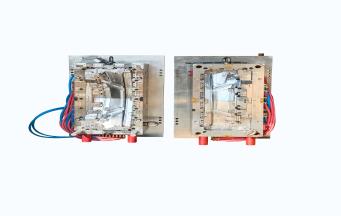
塑膠模具存儲和保養過程中如何防止模具受潮和氧化?
在注塑行業,塑膠模具是核心設備,其存儲和保養直接影響生產效率和產品質量。塑膠模具若受潮或氧化,會導致生銹、變形或精度下降,增加維修成本。作為一名資深技師,我見過許多存儲不當的案例,今天分享實用經驗,幫助大家有效防潮防氧化,延長塑膠模具壽命。
塑膠模具 40
-
包膠模具怎么放縮水?
包膠模具的設計和使用常常讓許多初學者或經驗不足的工程師感到困惑,尤其是關于如何放縮水這個問題。包膠模具本質上是用于二次注塑的工具,將軟膠或硬膠包裹在基件上,如果縮水設置不當,容易導致產品尺寸偏差、裝配失敗或表面缺陷。今天就來聊聊包膠模具怎么放縮水.
包膠模具 注塑成型 30

-
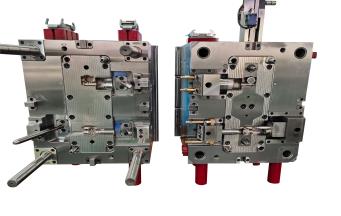
連接器精密模具設計過程中需要考慮哪些因素
在電子連接器制造領域,連接器精密模具的設計可謂是整個生產鏈條的核心環節。連接器精密模具往往需要應對微米級的公差要求,如果設計不當,不僅會造成產品接觸不良或裝配失敗,還可能增加報廢率和成本。今天我就結合實際經驗,聊聊連接器精密模具設計中需要考慮的關鍵因素:
連接器精密模具 25
